Štrukturálny účel a výhody výkonu
Hliníkový kryt motora čerpadla slúži ako ochranný kryt integrujúci stator elektromotora, ložiská a chladiace systémy pri zachovaní presného zarovnania s časťou hydraulického čerpadla. Správne skonštruované hliníkové kryty znižujú celkovú hmotnosť čerpadla o 60-70% v porovnaní s ekvivalentmi z liatiny a zároveň poskytuje primerané elektromagnetické tienenie a odolnosť proti korózii pre priemyselné aplikácie na manipuláciu s kvapalinami. Tepelná vodivosť materiálu 96 W/mK umožňuje efektívne odvádzanie tepla z vinutia motora, čo umožňuje nepretržitú prevádzku pri teplotách do 80 stupňov Celzia okolia bez vonkajšieho chladenia vo väčšine konfigurácií. Vďaka týmto vlastnostiam je hliník dominantným materiálom pre motory čerpadiel od obytných jednotiek s malým výkonom až po priemyselné systémy s výkonom 500 HP.
Globálne hliníkový kryt motora čerpadla trh presahuje 2,8 miliardy USD ročne, čo je spôsobené investíciami do infraštruktúry vodného hospodárstva a rozširovaním systému HVAC. Moderné dizajny krytov čoraz viac integrujú výpočtovú optimalizáciu dynamiky kvapalín pre prúdenie chladiaceho vzduchu a modulárne architektúry prispôsobené viacerým konfiguráciám čerpadiel z bežných odlievacích platforiem.

Výber zliatiny a vlastnosti materiálu
Výber zliatiny hliníka pre kryty motorov čerpadiel vyvažuje požiadavky na zlievateľnosť, mechanickú pevnosť, odolnosť proti korózii a tepelný výkon.
Zliatiny na tlakové liatie A380 a A383
Hliníková zliatina A380 dominuje v aplikáciách vysokotlakového liatia, vrátane 7,5-9,5% kremíka a 3,0-4,0% medi na dosiahnutie vynikajúcej tekutosti a minimálnej pórovitosti zmršťovania. Pevnosť v ťahu 320 MPa a medza klzu 160 MPa poskytujú primeranú štrukturálnu integritu pre montážne pätky motora a prírubové spoje čerpadla vystavené hydraulickým tlakovým silám. Prirodzená odolnosť zliatiny proti korózii, zvýšená chemickým konverzným náterom alebo eloxovaním, odoláva vode a miernemu chemickému prostrediu bez ochranného náteru.
A383 ponúka upravené zloženie s 9,5-11,5% kremíka a 2,0-3,0% medi , zlepšenie charakteristík plnenia matrice pre tenkostenné časti krytu (2,5-3,5 milimetra) a zložité vnútorné chladiace kanály. Táto zliatina znižuje tendenciu praskania za tepla v zložitých geometriách pri zachovaní 90 % mechanických vlastností A380, vďaka čomu je preferovaná pre veľkoobjemovú výrobu kompaktných motorových jednotiek čerpadiel.
Aplikácie z tvárnenej zliatiny a opracované puzdrá
Veľké telesá motora čerpadla s priemerom presahujúcim 400 milimetrov alebo vyžadujúce použitie extrémneho tlaku Hliník 6061-T6 opracované z výliskov alebo výkovkov. Precipitátom vytvrdená zliatina horčíka a silicidu dosahuje medzu klzu 276 MPa a vynikajúcu odolnosť proti únave v prostredí s cyklickým zaťažením. Obrobené kryty obsahujú integrované chladiace plášte so zložitými vnútornými geometriami, ktoré nie je možné spoľahlivo odlievať, aj keď pri 3- až 4-násobku výrobných nákladov oproti ekvivalentom tlakového odliatku.
| Trieda zliatiny | Proces | Pevnosť v ťahu | Odolnosť proti korózii | Typická aplikácia |
|---|---|---|---|---|
| A380 | Odlievanie pod tlakom | 320 MPa | Dobre | Čerpadlá na všeobecné použitie |
| A383 | Odlievanie pod tlakom | 310 MPa | Dobre | Komplexné tenkostenné konštrukcie |
| A360 | Odlievanie pod tlakom | 300 MPa | Výborne | Morské a korozívne prostredie |
| 6061-T6 | Obrábanie | 310 MPa | Výborne | Vysokotlakové veľké čerpadlá |
Výrobné procesy tlakového liatia
Vysokotlakovým liatím sa vyrába väčšina hliníkových krytov motorov čerpadiel s rozmerovou presnosťou a povrchovou úpravou, ktorá minimalizuje požiadavky na sekundárne obrábanie.
Parametre tlakového liatia v studenej komore
Stroje so studenou komorou s blokovacími silami o 800-2500 metrických ton prispôsobiť veľkosti krytu od 0,5 do 50 kilogramov hmotnosti strely. Roztavený hliník pri 680-720 stupňoch Celzia sa prenesie do studenej komory (horizontálna broková manžeta) a vstrekuje sa do kalených oceľových lisovníc pod tlakom 30-100 MPa v priebehu 20-100 milisekúnd. Rýchle tuhnutie (50-200 stupňov Celzia za sekundu) vytvára jemnozrnné štruktúry s minimálnou pórovitosťou, rozmerové tolerancie v odliatom stave plus alebo mínus 0,1 milimetra pre kritické montážne povrchy motora.
Regulácia teploty matrice na 200-280 stupňov Celzia prostredníctvom kanálov cirkulácie oleja zabraňuje praskaniu tepelnou únavou a zároveň podporuje smerové tuhnutie. Vákuové tlakové liatie znižuje zachytenú vzduchovú pórovitosť o 60-80%, čo umožňuje tlakotesné odliatky pre telesá čerpadiel vystavené hydraulickému tlaku 10 barov bez impregnačného tesnenia.
Orezávanie a sekundárne operácie
Liatinové kryty prechádzajú automatickým orezávaním, aby sa odstránili brány, žľaby a záblesky, po ktorom nasleduje otryskanie alebo vibračná úprava, aby sa dosiahlo Ra 3,2-6,3 mikrometrov povrchové úpravy vhodné na maľovanie alebo natieranie. Medzi kritické operácie obrábania patrí konečná úprava vývrtu ložiska (tolerancia H7), čelné frézovanie montáže motora (rovnosť 0,05 milimetra) a inštalácia závitovej vložky pre body pripojenia čerpadla. CNC obrábacie centrá dosahujú presnosť polohovania 0,01 milimetra pre tieto presné funkcie.
Integrácia tepelného manažmentu a chladiaceho systému
Dizajn hliníkového krytu motora čerpadla stále viac zdôrazňuje schopnosti odvádzania tepla, pretože hustota výkonu motora sa zvyšuje a normy účinnosti sa sprísňujú.
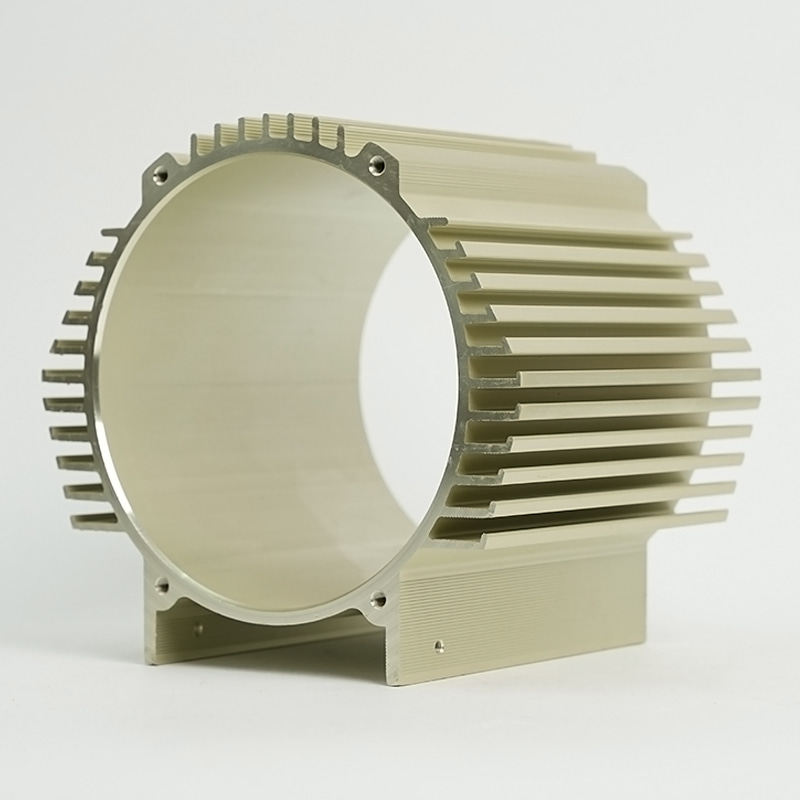
Dizajn vonkajších plutiev a optimalizácia prúdenia vzduchu
Zahŕňa prirodzené chladenie konvekciou hliníkové rebrá s hrúbkou 2-4 milimetre s rozstupom 8-15 milimetrov predĺženie povrchovej plochy o 300-500% cez hladké valcové puzdrá. Výška rebra 20-40 milimetrov vyvažuje zlepšenie prenosu tepla s nákladmi na materiál a zložitosťou odlievania. Výpočtová simulácia dynamiky tekutín optimalizuje orientáciu rebier pre horizontálne aj vertikálne montážne konfigurácie motora, pričom profily v tvare T alebo vlnité profily zvyšujú turbulencie a koeficienty prestupu tepla na 15-25 W/m²K.
Dosahuje sa nútené chladenie vzduchom prostredníctvom integrovaných krytov ventilátorov rýchlosť rozptylu tepla 200-400 wattov pre motory čerpadiel s nepretržitou prevádzkou, s hliníkovými lopatkami ventilátora odliatych integrálne s krytom alebo pripevnenými pomocou hliníkových nábojov. Nízka hustota materiálu (2,7 g/cm³) minimalizuje rotačnú zotrvačnosť a spotrebu energie motora ventilátora v porovnaní s oceľovými alternatívami.
Architektúra chladiacich plášťov
Využívajú sa vysokovýkonné motory čerpadiel integrálne vodné bundy odliaty do hliníkového krytu, pričom chladivo cirkuluje cez špirálové alebo axiálne priechody obklopujúce stator. Dizajn plášťa zachováva hrúbku steny 3-5 milimetrov medzi chladiacimi kanálmi a vývrtom statora, aby sa zabezpečilo primerané vedenie tepla pri zachovaní tuhosti konštrukcie. Tlaková skúška na 1,5-násobok prevádzkového tlaku overuje integritu plášťa pred montážou motora.
Ochrana proti korózii a povrchová úprava
Zatiaľ čo hliník vykazuje prirodzenú pasiváciu, kryty motorov čerpadiel v agresívnom prostredí vyžadujú zvýšenú ochranu prostredníctvom chemických a povrchových úprav.
Konverzné nátery a eloxovanie
Chromátové konverzné nátery (Alodine) poskytujú 0,5-4 mikrometrové ochranné fólie zvýšenie odolnosti proti korózii a priľnavosti náteru, hoci formulácie šesťmocného chrómu čelia regulačným obmedzeniam. Alternatívy trojmocného chrómu a titánu a zirkónu dosahujú 80 % tradičného výkonu v súlade so životným prostredím. Eloxovanie (kyselina sírová typu II) vytvára 5-25 mikrometrové vrstvy oxidu hlinitého s tvrdosťou 200-300 HV, ktoré ponúkajú odolnosť proti oderu pre námorné a priemyselné čerpacie aplikácie.
Systémy práškového lakovania a mokrého lakovania
Polyesterový práškový náter pri Hrúbka 60-80 mikrometrov poskytuje odolné kozmetické a ochranné úpravy v štandardných farbách motora (čierna, šedá, modrá). Elektrostatické nanášanie a vytvrdzovanie pri 180-200 stupňoch Celzia vytvára zosieťované filmy s tvrdosťou ceruzky 2H a odolnosťou voči soľnému spreju presahujúcou 500 hodín. Mokré epoxidové alebo polyuretánové systémy slúžia na špeciálne aplikácie vyžadujúce chemickú odolnosť voči kyselinám, zásadám alebo rozpúšťadlám, ktoré sa vyskytujú pri procesnom čerpaní.
Hliníkový kryt motora čerpadla predstavuje vyspelú, ale stále sa vyvíjajúcu kategóriu produktov, kde sa materiálová veda, presná výroba a tepelné inžinierstvo spájajú, aby umožnili efektívnu manipuláciu s kvapalinami v priemyselných, komerčných a rezidenčných aplikáciách. Nepretržitý vývoj zliatin a zdokonaľovanie procesu odlievania rozširujú dominanciu hliníka v konštrukcii motora čerpadla oproti konkurenčným materiálom.