
Prečo hliník dominuje v dizajne krytu motora
The hliníkový kryt elektromotora sa stala predvolenou voľbou v priemyselných, komerčných a automobilových motorových aplikáciách – a to z dobrého dôvodu. Zliatiny hliníka ponúkajú kombináciu vlastností, ktoré žiadny konkurenčný materiál nedokáže úplne napodobniť: nízka hustota, vysoká tepelná vodivosť, odolnosť proti korózii a vynikajúca opracovateľnosť, to všetko za cenu, ktorá sa efektívne prispôsobuje objemu výroby.
Jadrom výhod hliníka je tepelný manažment. Elektrický motor počas prevádzky nepretržite generuje teplo a kryt musí toto teplo odvádzať dostatočne rýchlo, aby chránil vinutia, ložiská a izoláciu pred predčasnou degradáciou. Tepelná vodivosť hliníka približne 150 – 200 W/m·K — zhruba štyri až päťkrát vyššia ako liatina — umožňuje konštruktérom motorov udržiavať prevádzkové teploty v bezpečných medziach bez predimenzovania krytu alebo pridania externých chladiacich systémov.
Ďalšie faktory vedúce k prechodu na hliníkové kryty motora:
- Zníženie hmotnosti: Hliník má približne jednu tretinu hustoty liatiny. Pre mobilné plošiny – vysokozdvižné vozíky, elektrické vozidlá, priemyselné roboty – každý kilogram ušetrený na kryte motora priamo predlžuje dojazd batérie alebo zlepšuje dynamický výkon.
- Odolnosť proti korózii: Hliník prirodzene tvorí ochrannú vrstvu oxidu, vďaka čomu je vhodný do vlhkého, mokrého alebo chemicky aktívneho prostredia bez dodatočných ochranných náterov v mnohých aplikáciách.
- EMI tienenie: Hliníkové kryty účinne tlmia elektromagnetické rušenie, chránia citlivú riadiacu elektroniku motora pred vonkajším hlukom a bránia vyžarovaniu vlastných spínacích frekvencií motora smerom von.
- Recyklovateľnosť: Hliník je 100 % recyklovateľný s iba asi 5 % energie potrebnej na primárnu výrobu, čím podporuje ciele obehového hospodárstva, ktoré sa čoraz viac vyžadujú na európskych a ázijských motorových trhoch.
Hliníkový kryt elektromotora: Zliatiny a výrobné metódy
Nie všetky hliníkové kryty motora sú vyrobené rovnakým spôsobom. Výrobný proces určuje dosiahnuteľné tolerancie, povrchovú úpravu, hrúbku steny a v konečnom dôsledku aj tepelné a konštrukčné vlastnosti hotového dielu. Vo výrobe dominujú tri spôsoby.
Odlievanie pod tlakom
Vysokotlakové liatie (HPDC) je najbežnejším procesom pre kryty motorov so stredným až veľkým objemom v rozsahu 0,5 – 30 kW. Roztavený hliník - zvyčajne Zliatina A380 alebo ADC12 — vstrekuje sa do oceľovej matrice pri tlakoch 700 – 1 400 barov, čím sa vytvorí súčiastka takmer čistého tvaru v cykloch 30 – 90 sekúnd. Tlakové liatie umožňuje komplexné geometrie vrátane integrovaných montážnych výstupkov, polí chladiacich rebier a vstupných bodov potrubí v jednej operácii. Rozmerové tolerancie ±0,1 – 0,3 mm sú štandardné, postačujúce pre väčšinu vŕtania motora a uloženia koncového zvona.
Extrúzia
Extrúzia produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the extrudovaný kryt motora vysokozdvižného vozíka diskutované v ďalšej časti. Bežné zliatiny pre extrudované kryty motorov zahŕňajú 6061-T6 a 6063-T5 , vybrané pre ich rovnováhu medzi pevnosťou, extrudovateľnosťou a obrobiteľnosťou. Je možné dosiahnuť hrúbku steny len 1,5 mm, čím sa minimalizuje hmotnosť bez obetovania tuhosti konštrukcie.
Liatie do piesku a gravitačné liatie
Pre veľké rámy motorov – zvyčajne s veľkosťou rámu nad 55 kW – a pre maloobjemové zákazkové objednávky ponúka odlievanie do piesku alebo gravitačné odlievanie (trvalá forma) nižšie náklady na nástroje ako HPDC. Zliatiny ako napr A356-T6 sú štandardné, poskytujúce po tepelnom spracovaní pevnosť v ťahu 220 – 280 MPa. Povrchová úprava a rozmerová konzistencia sú nižšie ako pri metódach lisovania alebo vytláčania, takže pri návrhu odliatku sa zohľadňuje dodatočný materiál na obrábanie.
| Proces | Bežná zliatina | Typická tolerancia | Najlepšie pre |
|---|---|---|---|
| Vysokotlakové odlievanie | A380, ADC12 | ±0,1 – 0,3 mm | Veľkoobjemová, komplexná geometria, 0,5 – 30 kW |
| Extrúzia CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Rúrkové kryty, servomotory a vysokozdvižné motory |
| Pieskové / gravitačné liatie | A356-T6 | ±0,5 – 1,5 mm | Veľké rámy (>55 kW), maloobjemové zákazkové |
Extrudovaný kryt motora vysokozdvižného vozíka: Konštrukčné priority a požiadavky
The extrudovaný kryt motora vysokozdvižného vozíka funguje v jednom z najnáročnejších prostredí, s akým sa kryt motora stretáva: neustále vibrácie z podláh skladov, vystavenie výparom kyseliny z batérie, hmle hydraulického oleja, tepelné cykly medzi vnútorným a vonkajším prostredím a mechanické otrasy pri nárazoch nákladu. Splnenie týchto podmienok pri zachovaní čo najkompaktnejšieho a najľahšieho hnacieho ústrojenstva robí konštrukčné požiadavky nezvyčajne prísnymi.
Konštrukčná integrita pri vibráciách a otrasoch
Trakčné a hydraulické motory vysokozdvižného vozíka sú zvyčajne namontované priamo na podvozok alebo hydraulický blok bez izolácie vibrácií. Puzdro preto musí odolávať únavovému praskaniu na montážnych výstupkoch a sedlách ložísk pri nepretržitom cyklickom zaťažení. Hliník 6061-T6 je preferovanou voľbou pre extrudované skrine vysokozdvižných vozíkov, pretože jej pevnosť v ťahu 310 MPa a medza klzu 276 MPa poskytujú dostatočnú rezervu v porovnaní s rázovým zaťažením generovaným počas naberania paliet a pohybu cez dokovacie dosky. Geometria montážnej príruby je zvyčajne zosilnená o 20 – 30 % nad minimálnu konštrukčnú požiadavku, aby sa prispôsobila predpätiu skrutky a zabránilo sa korózii oderu na rozhraní.
Tesnenie a IP hodnotenie
Väčšina krytov motora vysokozdvižných vozíkov sa zameriava Krytie IP54 alebo IP65 — úplné odstránenie prachu a ochrana pred prúdom vody z operácií umývania skladu. Na dosiahnutie tohto cieľa pomocou puzdra z extrudovaného hliníka sú potrebné presne opracované dosadacie plochy koncových zvonov (povrchová úprava Ra ≤ 1,6 µm), kontinuálne drážky pre O-krúžky a upevňovacie prvky z nehrdzavejúcej ocele, aby sa zabránilo galvanickej korózii na rozhraní oceľ-hliník. Vstupné body vedenia používajú kompresné upchávkové fitingy namiesto jednoduchých vylamovacích otvorov.
Tepelný manažment v obmedzenom priestore
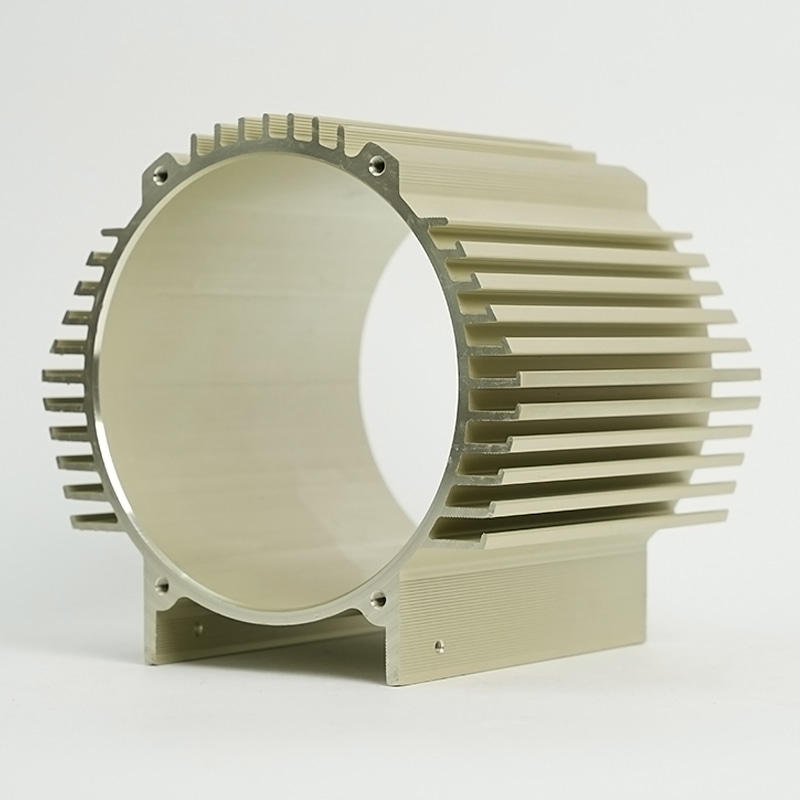
Motory vysokozdvižných vozíkov často pracujú pri vysokých pracovných cykloch – opakovane zrýchľujú a spomaľujú viactonové bremená – čo generuje značné teplo vo fyzicky kompaktnom balení. Extrudované kryty pre túto aplikáciu často obsahujú pozdĺžne vonkajšie plutvy vytvorený priamo vo vytláčacej hubici, zväčšujúci plochu povrchu pre konvekčné chladenie o 60 – 120 % v porovnaní s valcom s hladkou stenou ekvivalentných rozmerov. Niektoré konštrukcie pridávajú vnútorné špirálové drážky alebo axiálne kanály, ktoré umožňujú nútené chladenie kvapalinou, keď si to aplikácia vyžaduje.
Hliníkový kryt motora čerpadla: Odolnosť proti korózii a kompatibilita s kvapalinami
The hliníkový kryt motora čerpadla zdieľa mnohé konštrukčné princípy so všeobecnými krytmi elektromotorov, ale čelí jedinečnému súboru problémov s chemickou kompatibilitou, ktoré chýbajú vo väčšine motorov v suchom prostredí. V závislosti od čerpaného média – voda, odpadová voda, poľnohospodárske chemikálie, palivá, potravinárske kvapaliny alebo korozívne priemyselné kvapaliny – môže byť vonkajšie prostredie okolo krytu motora vysoko agresívne.
Výber zliatiny pre mokré prostredie
V aplikáciách s čistou sladkou vodou alebo v aplikáciách čerpadiel chladenej vody HVAC, štandard Tlakovo liaty hliník A380 alebo extrudovaný hliník 6061 funguje dobre bez ďalšej liečby. Avšak aplikácie zahŕňajúce:
- Morská voda alebo soľanka: Vyžaduje zliatiny série 5000 (napr. 5052, 5083) s vyšším obsahom horčíka pre odolnosť voči chloridom alebo eloxované zliatiny 6061 s utesnenou anodizáciou na hrúbku ≥ 25 µm.
- Poľnohospodárske chemikálie alebo hnojivá: Často zahŕňajú amónne zlúčeniny, ktoré napádajú štandardné vrstvy oxidu hlinitého; epoxidový práškový náter alebo chemicky odolný PTFE náter na hliníkovom plášti je štandardnou praxou.
- Spracovanie potravín a nápojov: Vyžadovať eloxované alebo lakované povrchy vyhovujúce FDA, bez odkrytého surového hliníka, ktorý by mohol prísť do kontaktu s prúdom produktu; Vonkajší dizajn bez štrbín zabraňuje usadzovaniu baktérií.
Ponorné vs
Telesá motora čerpadla sú rozdelené do dvoch typov inštalácie. Motory čerpadiel s tesnou väzbou montáž priamo za hlavu čerpadla so spoločným hriadeľom; kryt motora je vystavený striekajúcej vode a pare, ale nie je ponorený, takže štandardné kryty z hliníkového tlakového odliatku s krytím IP55 sú vo všeobecnosti dostatočné. Motory ponorných čerpadiel vyžadujú, aby puzdro fungovalo ako tlaková nádoba – hliníkový plášť musí odolávať vonkajšiemu hydrostatickému tlaku (zvyčajne 3 – 10 barov pre čerpadlá do vrtov) pri zachovaní vodotesnej integrity na všetkých tesniacich rozhraniach. Výpočty hrúbky steny pre ponorné skrine sa riadia konštrukčnými predpismi tlakových nádob (ASME oddiel VIII alebo EN 13445), pričom na projektovaný tlak sa použijú bezpečnostné faktory 3 – 4×.
Povrchové úpravy hliníkových krytov motorov čerpadiel
Správna povrchová úprava dramaticky predlžuje životnosť v prostredí čerpadiel. Bežné možnosti a ich typické prípady použitia:
- Tvrdá anodizácia (Typ III): Vytvára 25 – 75 µm vrstvu oxidu hlinitého s tvrdosťou podľa Vickersa 400 – 600 HV. Ideálne pre povrchy vystavené oteru a mierne chemické prostredie. Cenovo výhodné pre zliatiny 6061 a 6063.
- Epoxidový práškový náter: hrúbka filmu 60 – 100 µm; vynikajúca odolnosť proti soľnej hmle (1 000 – 3 000 hodín podľa ASTM B117); vhodné pre poľnohospodárske a morské oblasti. Vyžaduje dôkladnú prípravu povrchu (konverzia chrómu alebo predúprava zirkoničitanom).
- Bezprúdové niklovanie: Jednotný povlak dosiahnuteľný na zložitých vnútorných geometriách; poskytuje odolnosť proti korózii a opotrebovaniu v motoroch čerpadiel pre chemické procesy, kde je anodizácia nekompatibilná s elektrolytom.
- Chromátový konverzný náter (Alodine/Iridit): Tenký (1 – 5 µm) vodivý povlak používaný predovšetkým ako základný náter alebo pre EMI-kritické kryty, kde musí byť zachovaná povrchová vodivosť v celom plášti.
Špecifikácia hliníkovej skrine motora: Kontrolný zoznam kľúčových parametrov
Či už získavanie hliníkový kryt elektromotora , a extrudovaný kryt motora vysokozdvižného vozíka , alebo an hliníkový kryt motora čerpadla , proces špecifikácie by mal zachytávať tieto kritické parametre, aby sa zabezpečilo, že dodávateľ dodá diel vhodný na tento účel:
- Veľkosť rámu motora a označenie IEC/NEMA: Definuje priemer otvoru, kružnicu koncovej skrutky, vôľu vyčnievania hriadeľa a rozmery montážnej pätky. Všetky musia byť dodržané v toleranciách príslušnej normy.
- Menovitý výkon a pracovný cyklus: Určuje hrúbku steny pre odvod tepla a konštrukčné zaťaženie. 10 kW motor s prevádzkou S1 (nepretržitá) vyžaduje agresívnejší tepelný dizajn ako rovnaký rám pri prevádzke S3 (prerušovaná).
- Krytie IP / NEMA: Špecifikuje požiadavky na tesnenie, ktoré priamo ovplyvňujú geometriu koncového zvona, rozmery drážky tesnenia a výber upevňovacieho prvku.
- Operačné prostredie: Potvrďte prítomnosť chemikálií, ponorenie, umývanie, úrovne vibrácií (zóna závažnosti ISO 10816) a rozsah okolitej teploty.
- Zliatina a tempera: Požadovanú zliatinu uveďte výslovne – nenechajte to na uváženie dodávateľa, ak má aplikácia špecifické požiadavky na pevnosť, opracovateľnosť alebo koróziu.
- Povrchová úprava a úprava: Uveďte typ náteru, minimálnu hrúbku, štandard testu priľnavosti a akékoľvek požiadavky na farbu. Odkaz na príslušné normy (MIL-A-8625 pre eloxovanie, ASTM B117 pre testovanie soľným postrekom).
- Kritické tolerancie: Uveďte kruhovitosť otvoru (kruhovitosť), priemer sedla ložiska a triedu uloženia (zvyčajne H7/k6 alebo H7/m6) a kolmosť čela na os otvoru – tieto priamo ovplyvňujú životnosť ložiska a úroveň vibrácií.
- Certifikáty a dokumentácia: Vyžadovať protokoly o skúške materiálu (MTR) podľa EN 10204 3.1 alebo 3.2, protokoly o rozmerových kontrolách a certifikáty povrchovej úpravy pre každú výrobnú dávku.
Dobre špecifikovaná hliníková skriňa motora – či už odliata pre veľkoobjemovú výrobu, extrudovaná pre hnacie ústrojenstvo vysokozdvižného vozíka alebo špeciálne upravená pre prostredie s korozívnym čerpadlom – poskytuje desaťročia spoľahlivej služby pri zachovaní hmotnosti systému, tepelnej odolnosti a celkových nákladov na vlastníctvo na najnižšej dosiahnuteľnej úrovni.

















