
Čo je a Extrudovaný kryt motora vysokozdvižného vozíka ?
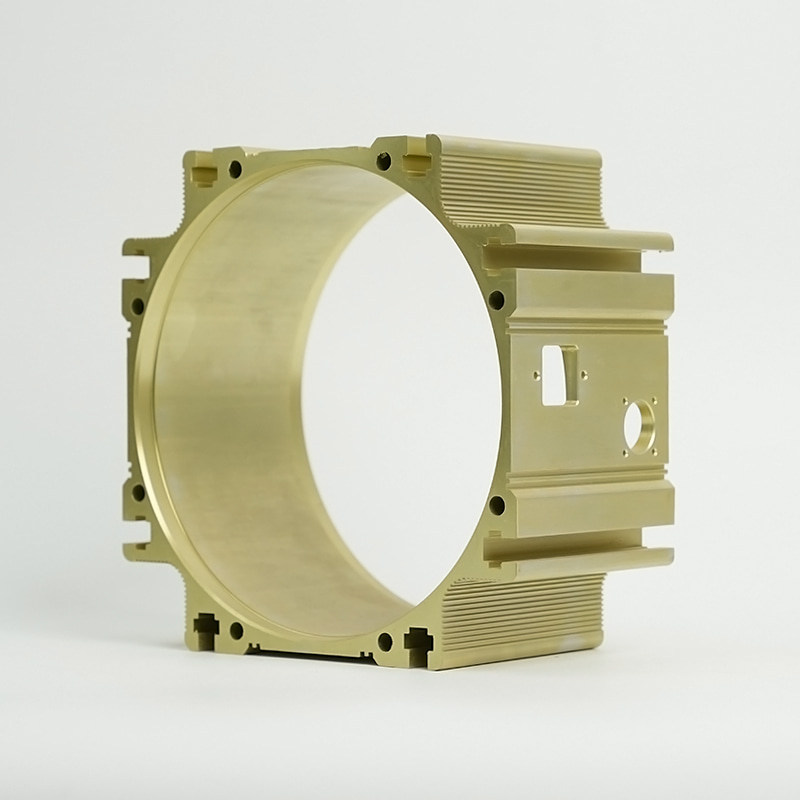
Extrudovaný kryt motora vysokozdvižného vozíka je štrukturálny kryt, ktorý obklopuje a chráni elektrický pohon alebo zdvíhací motor na vysokozdvižnom vozíku vyrobenom procesom extrúzie hliníka. Namiesto odlievania do formy alebo vyrobeného zo zváraného plechu je pretláčaný kryt motora vytvorený tlačením zahriateho predvalku z hliníkovej zliatiny cez presnú matricu, čím sa vytvára súvislý profil s konzistentným prierezom. Výsledné bývanie sa spája vysoká rozmerová presnosť, vynikajúca tepelná vodivosť a priaznivý pomer pevnosti k hmotnosti — všetky vlastnosti, ktoré priamo prospievajú výkonu motora elektrického vysokozdvižného vozíka a životnosti.
Elektrické vysokozdvižné vozíky – ktoré teraz predstavujú väčšinu nových nasadení vysokozdvižných vozíkov v skladových, distribučných a výrobných prostrediach – kladú náročné požiadavky na kryty motorov. Kryt musí odvádzať teplo vznikajúce počas nepretržitých prevádzkových cyklov, odolávať mechanickým nárazom a vibráciám z drsných podlahových povrchov a nárazom záťaže, poskytovať utesnené prostredie, ktoré chráni vinutia motora a ložiská pred prachom a vlhkosťou, a to všetko pri udržiavaní celkovej hmotnosti hnacieho ústrojenstva dostatočne nízkej, aby sa zachoval dojazd batérie a menovité zaťaženie.
Extrudované hliníkové kryty riešia tieto požiadavky efektívnejšie ako liatinové alternatívy vo väčšine moderných aplikácií elektrických vysokozdvižných vozíkov, a preto sa dizajn stal dominantnou konštrukčnou metódou medzi poprednými výrobcami motorov pre vysokozdvižné vozíky na celom svete.
Prečo je extrúzia preferovanou výrobnou metódou
Proces extrúzie ponúka špecifické výrobné výhody, vďaka ktorým je vhodný na výrobu krytu motora vysokozdvižného vozíka v malých aj veľkých objemoch:
- Komplexná geometria prierezu v jednej operácii: Vytláčacie lisovnice môžu produkovať profily, ktoré obsahujú chladiace rebrá, vnútorné kanály, montážne výstupky a polohovacie prvky v jednom priechode. Vlastnosti, ktoré by vyžadovali viacnásobné obrábanie na odliatom polotovare, sú zabudované do extrudovaného profilu od začiatku, čím sa znižuje čas a náklady na výrobu na jednotku.
- Špičková povrchová úprava: Extrudované hliníkové povrchy majú jemnejšiu štruktúru zŕn a hladší povrch ako alternatívy odlievané do piesku, čo je dôležité tak pre tesniace povrchy, kde sa používajú tesnenia alebo tesniace krúžky, ako aj pre účinnosť vonkajšieho chladenia, kde je povrchová plocha v kontakte s prúdením vzduchu mechanizmom prenosu tepla.
- Konzistentné mechanické vlastnosti: Smerové zarovnanie zŕn vytvorené extrúziou má za následok predvídateľnú pevnosť v ťahu a medzu klzu pozdĺž dĺžky krytu. Táto konzistencia zjednodušuje výpočty únavovej životnosti počas návrhu a znižuje variabilitu výkonu v teréne.
- Ekonomika nástrojov: Vytláčacie nástroje sú podstatne lacnejšie ako odlievacie nástroje pre ekvivalentné geometrie a dodacie lehoty sú kratšie. Pre výrobcov OEM vysokozdvižných vozíkov, ktorí vyvíjajú nové motorové platformy alebo aktualizujú dizajn krytu, aby vyhovovali revidovaným veľkostiam rámu motora, to znižuje kapitálové náklady na iteráciu dizajnu.
- Účinnosť materiálu: Extrúzia vytvára menej materiálového odpadu ako obrábanie z pevného materiálu. Hliníkový šrot z vytláčania je plne recyklovateľný, čo je v súlade s cieľmi udržateľnosti, ktoré sú pre výrobcov vysokozdvižných vozíkov a ich flotilových zákazníkov čoraz dôležitejšie.
| Atribút | Puzdro z extrudovaného hliníka | Liatinové puzdro | Kryt z tlakovo liateho hliníka |
|---|---|---|---|
| Hmotnosť | Nízka | Vysoká | Nízka |
| Tepelná vodivosť | Výborne | Mierne | Dobre |
| Rozmerová presnosť | Vysoká | Mierne | Vysoká |
| Náklady na nástroje | Nízka–Moderate | Mierne | Vysoká |
| Odolnosť proti korózii | Výborne | Slabé (bez povlaku) | Dobre |
| Flexibilita dizajnu | Vysoká (profile geometry) | Vysoká (3D shapes) | Vysoká (3D shapes) |
Výber materiálu: Voľba zliatiny pre kryty motora vysokozdvižných vozíkov
Nie všetky hliníkové vytláčané zliatiny fungujú rovnako v aplikáciách s krytmi motorov vysokozdvižných vozíkov. Dve najbežnejšie špecifikované rodiny zliatin sú 6061 a 6063, obe zo skupiny hliník-horčík-kremík série 6000, ktorá predstavuje prevažnú väčšinu celosvetovej výroby štrukturálnych extrúzií.
6061-T6 je ťažná konštrukčná zliatina. S pevnosťou v ťahu približne 310 MPa a medzou klzu okolo 276 MPa pri tvrdosti T6 poskytuje mechanickú robustnosť potrebnú na to, aby odolala opakovaným nárazovým zaťaženiam z drsných podláh skladu, kolíziám vysokozdvižného vozíka s nárazníkmi doku a trvalým vibráciám prevádzky hydraulického čerpadla. Obrába sa čisto, dobre akceptuje eloxovanie a jeho únavový výkon pri cyklickom zaťažení je dobre charakterizovaný – dôležité pre kryty, ktoré zažívajú nepretržité pracovné cykly štart-stop počas viaczmennej prevádzky.
6063-T5 alebo T6 sa volí vtedy, keď je geometria chladiaceho rebra obzvlášť zložitá alebo keď je pre tepelný výkon potrebná lepšia povrchová úprava. Jeho nižší obsah kremíka mu dáva lepšiu extrudovateľnosť pre tenkostenné alebo zložité profily, hoci jeho mechanická pevnosť je o niečo nižšia ako 6061 - zvyčajne okolo 241 MPa v ťahu v T6. Pre kryty motorov, kde je tepelný manažment primárnym hnacím motorom a mechanické zaťaženie je mierne, je často vhodnejšie 6063.
V prostrediach chladiarní a mraziarenských skladov – čo je významný segment aplikácií vysokozdvižných vozíkov – je výhoda hliníka v porovnaní s liatinou ešte výraznejšia. Hliník si zachováva ťažnosť pri teplotách pod nulou kde sa liatina stáva čoraz krehkejšou, čím sa znižuje riziko zlomenia puzdra pri náraze v prostrediach bežne prevádzkovaných pri teplote –20 °C až –30 °C.
Tepelný manažment: Ako dizajn krytu ovplyvňuje životnosť motora
Elektrické vysokozdvižné motory v intenzívnych skladových aplikáciách – najmä pri vychystávaní objednávok, vysokozdvižných vozíkoch a protizávažiach pracujúcich na dve alebo tri zmeny denne – vytvárajú počas nepretržitej prevádzky značné množstvo tepla. Životnosť izolácie vinutia motora sa s každým zvýšením prevádzkovej teploty o 10 °C zníži zhruba na polovicu nad limitom menovitej triedy, vzťah, ktorý robí tepelný dizajn krytu jedným z najdôslednejších technických rozhodnutí pri návrhu motorového systému.
Extrudované kryty motora to riešia pomocou troch mechanizmov tepelného manažmentu:
- Vonkajšie chladiace rebrá: Pozdĺžne rebrá extrudované integrálne s telom puzdra zväčšujú vonkajšiu povrchovú plochu dostupnú pre konvekčný prenos tepla. Geometria rebier – výška, rozstup a hrúbka steny – je optimalizovaná počas procesu navrhovania vytláčacej formy a môže byť vyladená bez zmeny celkového plášťa krytu. Pri štandardných extrúznych profiloch je možné dosiahnuť povrch rebier 2–4× ekvivalentu hladkého otvoru.
- Vodivá cesta tepla k rámu: V uzavretých motoroch, kde chýba nútené prúdenie vzduchu, vedie kryt teplo z plechov statora smerom von na vonkajší povrch. Tepelná vodivosť hliníka približne 160–200 W/m·K (oproti 50 W/m·K pre liatinu) poskytuje výrazne rýchlejšiu vodivú cestu, čím sa znižuje teplotný rozdiel medzi hotspotom vinutia a okolitým prostredím.
- Vnútorné chladiace kanály: Niektoré extrudované profily krytu obsahujú duté kanály v stene krytu, cez ktoré môže chladiaca kvapalina cirkulovať v konfiguráciách motora chladených kvapalinou – čo je čoraz relevantnejšie, pretože výkonová hustota motorov vysokozdvižných vozíkov sa zvyšuje pre vysokovýkonné aplikácie nad 15 kW nepretržite.
Požiadavky na ochranu IP a ochranu životného prostredia
Prevádzkové prostredie vysokozdvižných vozíkov kladie značné požiadavky na ochranu pred vniknutím na kryt motora. Prach zo skladov – najmä pri mletí múky, spracovaní dreva a zariadeniach na manipuláciu s papierom – je dostatočne jemný na to, aby prenikol do zle utesnených skríň a znečistil ložiská a vinutia. Vonkajšie aplikácie a aplikácie na manipuláciu s kontajnermi zvyšujú vystavenie dažďu a umývaniu. Prevádzky v chladiarenských skladoch predstavujú riziko kondenzácie, pretože vysokozdvižné vozíky sa pohybujú medzi teplotnými zónami.
Norma IEC 60034-5 definuje triedy ochrany krytu motora prostredníctvom hodnotenia IP, pričom väčšina aplikácií motorov vysokozdvižných vozíkov vyžaduje minimálne IP54 (ochrana proti prachu, odolná proti striekajúcej vode) a mnohé náročné IP65 (úplne prachotesné, odolné voči nízkemu tlaku vody) alebo vyššie. Dosiahnutie týchto hodnôt v extrudovanom kryte závisí od presnosti otvoru krytu, ktorý prijíma koncové štíty alebo ložiskové kryty, geometrie tesniacej drážky začlenenej do extrudovaného profilu na umiestnenie O-krúžku alebo perového tesnenia a kvality povrchu lícujúcich plôch po sekundárnych obrábacích operáciách.
Vďaka tesným rozmerovým toleranciám, ktoré je možné dosiahnuť pomocou puzdier z extrudovaného hliníka – zvyčajne ±0,1 mm na kritických priemeroch dier po dokončovacom obrábaní – sú vhodné na splnenie požiadaviek IP65 bez rozsiahleho ručnej montáže alebo podložiek počas montáže motora. Táto rozmerová konzistencia tiež podporuje automatizované procesy montáže motora, ktoré zlepšujú výrobnú kapacitu pri veľkých objemoch.
Úvahy o získavaní, výmene a údržbe
Pre manažérov vozového parku a technikov údržby má pochopenie konštrukcie krytu motora na ich vozovom parku vysokozdvižných vozíkov praktické dôsledky pre plánovanie opráv a získavanie dielov. Puzdrá z extrudovaného hliníka sa vo všeobecnosti dajú opraviť spôsobmi, ktoré nie sú možné pri liatych puzdrách – menšie opotrebenie diery od ložísk je možné opraviť objímkou a poškodené časti rebier možno opracovať alebo opraviť bez toho, aby bola narušená štrukturálna integrita v nekritických oblastiach.
Pri získavaní náhradných extrudovaných krytov motora je potrebné potvrdiť tieto kľúčové špecifikácie:
- Kompatibilita veľkosti rámu IEC alebo NEMA — puzdro sa musí zhodovať s vonkajším priemerom statora a dĺžkou stohu náhradného alebo navíjacieho motora, v ktorom bude uložený.
- Konfigurácia montážnej pätky alebo príruby — motory vysokozdvižných vozíkov sú namontované v rôznych orientáciách; konfigurácie montáže na nohu, čelnej montáže (B3/B5 podľa IEC) a prispôsobenej konzoly musia zodpovedať geometrii hnacieho ústrojenstva.
- Rozmery otvoru v ložiskovej skrini — Priemer a uloženie sediel ložísk na hnacom aj nehnacom konci (zvyčajne tolerancia H7 alebo J7 pre vonkajší priemer zalisovaného ložiska) sa musia zhodovať s náhradnými ložiskami špecifikovanými pre motor.
- Ustanovenia o vstupe káblov a konektoroch — poloha a veľkosť vstupov napájacích a signálnych káblov musí byť v súlade s vedením káblového zväzku vysokozdvižného vozíka.
Náhradné kryty OEM sú dostupné prostredníctvom programov náhradných dielov výrobcov vysokozdvižných vozíkov pre hlavné značky vrátane Toyota, Crown, Raymond, Hyster a Yale. Popredajné extrudované kryty vyrobené podľa OEM špecifikácií sú tiež dostupné od špecializovaných dodávateľov motorových komponentov, často za 30 – 50 % nižšiu cenu ako OEM diely s ekvivalentnou rozmerovou zhodou. Potvrdenie kvality zliatiny a tepelného spracovania (T5 alebo T6) u dodávateľa je dôležité pri získavaní krytov na trhu s náhradnými dielmi, keďže nahradenie materiálu zliatinami s nižšou pevnosťou je známym rizikom kvality v lacnejších dodávateľských reťazcoch.

















